Rotierende Abrichtwerkzeuge
Konditionieren der Schleifscheibe mit rotierenden Abrichtwerkzeugen
Rotierende Abrichtwerkzeuge dienen dem Zweck des Profilierens und gleichzeitigen Abrichtens der Schleifkörper.
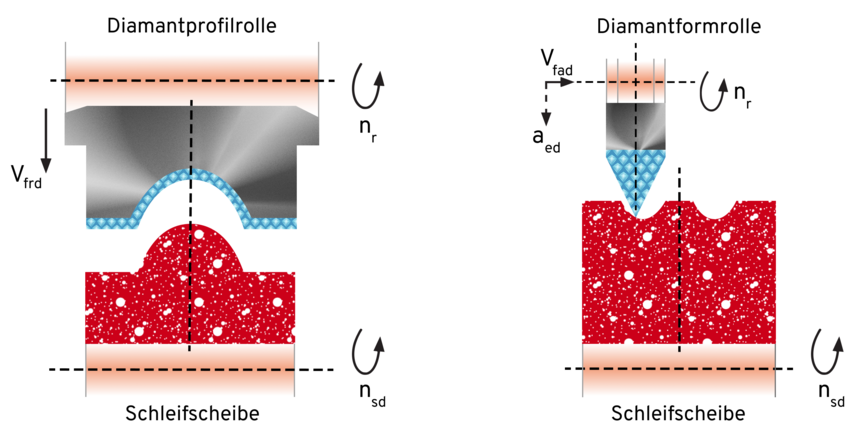
Diamantprofilrolle
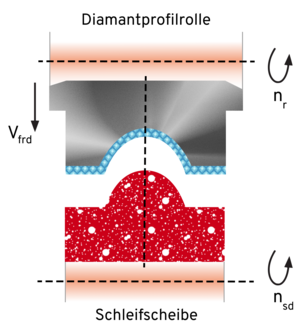
Bei dem Einsatz von Diamantprofilrollen erfolgt der Vorschub je nach Schleifmaschine und Abrichteinheit, radial oder vertikal in die ebenfalls rotierende Schleifscheibe. Das Rollenprofil entspricht dem endgültigen Werkzeugprofil welches sich durch das Einrollen an der Schleifscheibe abbildet.
Die „Diamantprofilrolle“ wird eher für die Kleinserienfertigung eingesetzt. Es können verschiedene Rollen-Geometrien hergestellt werden. Verschiedene Spitzenwinkel und Spitzenradien, diverse Materialien wie PKD oder CVD sowie die Bindungsmatrix sind Kriterien, die den hohen Anforderungen an Maß- und Formgenauigkeit gerecht werden müssen. Die Diamantprofilrolle erzeugt das Werkstückprofil über bahngesteuerte Achsen.
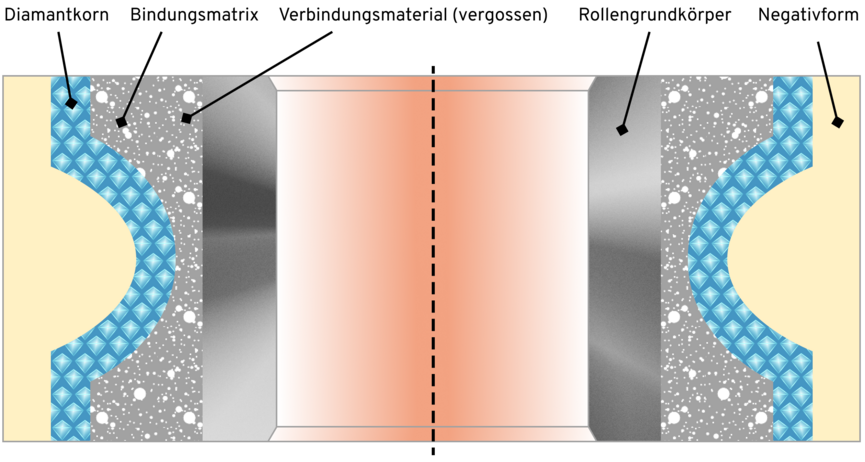
Grundsätzlich lassen sich Diamantrollen im Direktverfahren (Positvverfahren) oder im Umkehrverfahren (Negativverfahren) herstellen. Beim Positivverfahren werden die Diamanten direkt auf einen profilierten Grundkörper aufgebracht.
Aufgrund steigender Genauigkeitsanforderungen werden heute hauptsächlich die im Umkehrverfahren bzw. Negativverfahren hergestellten Abrichtrollen eingesetzt. Diese können galvanisch oder im Infiltrationsverfahren gesintert, in handgesetzter oder gestreuter Ausführung hergestellt werden.
Herstellung von Abrichtrollen mit galvanischer Bindung
Diamantformrollen
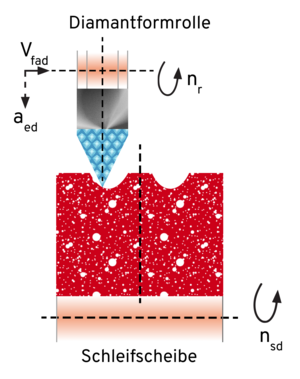
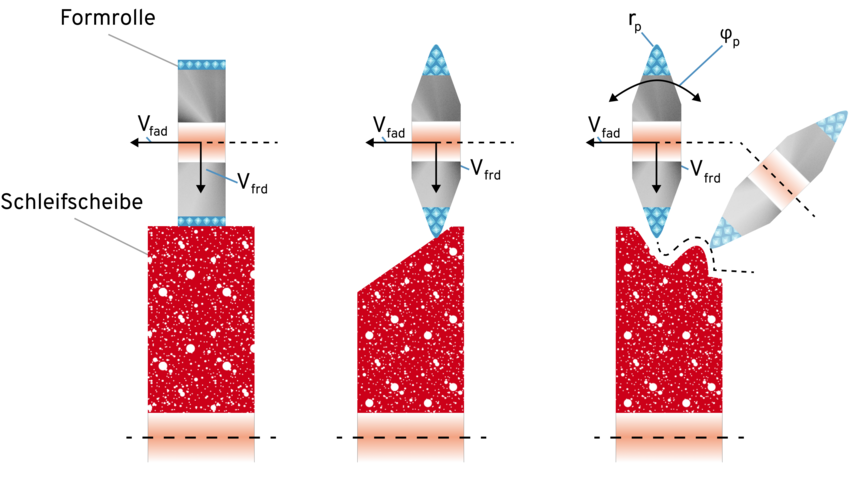
Formrollen sind dadurch gekennzeichnet, dass ihre Eingriffsbreite kleiner ist als die Schleifscheibenbreite. Das zu erzeugende Profil wird meist mit Hilfe einer Bahnsteuerung erzeugt. In vielen Anwendungsfällen können Formrollen wirtschaftlicher eingesetzt werden als andere Abrichtwerkzeuge. Sie erlauben wegen ihrer höheren Verschleißfestigkeit gegenüber nicht-rotierenden Abrichtwerkzeugen, insbesondere bei sehr breiten Schleifscheiben, eine gute Maß- und Formkonstanz bei kürzeren Abrichtzeiten. Die Formrollen müssen über einen eigenen rotatorischen Antrieb verfügen und zudem mit einer Schwenkachse versehen sein, um das Abrichten sehr unterschiedlicher Schleifscheibenprofile zu ermöglichen.
Wichtige Einflussgrößen beim Abrichten mit Formrollen sind neben der Spezifikation der Rolle und der Schleifscheibe das Rollenprofil sowie die Stellgrößen Umfangsgeschwindigkeiten von Rolle und Schleifscheibe, die Zustellung und der Abrichtüberdeckungsgrad.
Der Abrichtüberdeckungsgrad Ud lässt sich wie bei den nicht-rotierenden Abrichtwerkzeugen als Quotient der Formrollenwirkbreite bd zu dem axialen Vorschub je Schleifscheibenumdrehung Fad definieren.
Abrichten mit Diamantformrollen
Dresser
Abrichtgerät Dresser
Einsatzgebiet
Abrichten von CBN- und Diamant-Schleifscheiben mit Bindungen aus Kunstharz und Keramik sowie allen Korund- und Siliziumkarbidscheiben im Durchmesserbereich von 10 mm bis 400 mm.